
GMI certification is mandatory for packaging suppliers working with top U.S. retailers like Walgreens, CVS, Target, Home Depot, and Lowe’s. This certification ensures packaging meets strict quality and color consistency standards, protecting brand reputation and consumer trust.
Key Points:
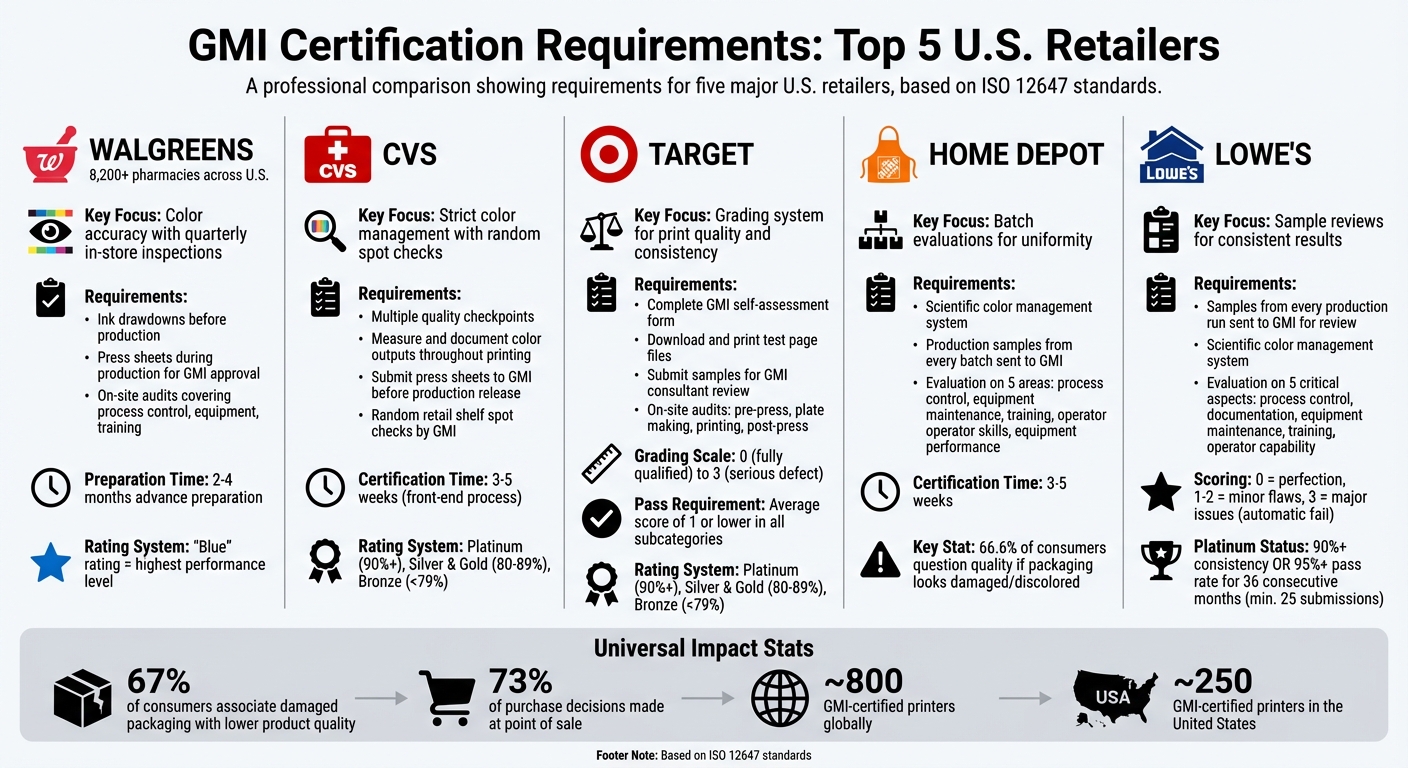
- What is GMI Certification? A quality control system based on ISO 12647 standards, evaluating process control, equipment, training, and print consistency.
- Why it Matters: Ensures consistent packaging quality across production runs and locations. Poor packaging can lead to negative consumer perceptions, with 67% associating damaged packaging with lower product quality.
- Retailers Requiring GMI Certification:
- Walgreens: Focuses on color accuracy and quarterly inspections.
- CVS: Demands strict color management and random spot checks.
- Target: Uses a grading system to evaluate suppliers on print quality and consistency.
- Home Depot: Requires batch evaluations to maintain uniformity.
- Lowe’s: Enforces sample reviews for consistent results.
Benefits for Suppliers:
- Access to contracts with major retailers.
- Reduced risks of shipment rejections and costly reprints.
- Streamlined supply chain operations with consistent quality benchmarks.
GMI certification is a rigorous but crucial step for suppliers aiming to meet the high standards of these leading retailers.
GMI Certification Requirements by Major U.S. Retailer
1. Walgreens
Walgreens, with over 8,200 pharmacies across the U.S., enforces strict packaging standards through GMI certification to safeguard its brand across thousands of private-label products. To begin the certification process, suppliers must first receive a customer nomination to gain facility access for evaluation.
Color Accuracy
Walgreens places a high priority on color accuracy, which is measured against their stringent standards by GMI. Quarterly in-store inspections are conducted to ensure packaging consistency. In 2014, Dion Label Printing became a certified print provider for Walgreens, achieving and maintaining the prestigious "Blue" rating – the highest performance level – for both digital and flexographic label printing.
Print Consistency
The GMI certification ensures uniformity in packaging appearance across various production runs, facilities, and printing technologies. Walgreens requires suppliers to submit ink drawdowns prior to production and press sheets during production for GMI approval. This meticulous process guarantees that packaging produced in one location matches perfectly with packaging from another.
Process Control
In October 2016, Netpak, a packaging firm, underwent a comprehensive on-site audit by a GMI certification engineer to renew its status as a preferred printer for Walgreens. The audit covered critical areas like process control, equipment maintenance, staff training, operator skills, and equipment performance. Netpak, certified since 2014, continues to provide Walgreens with access to its extensive distribution network. Suppliers must prepare months in advance – typically 2 to 4 months – to address potential compliance issues caused by equipment wear or staff changes.
"Netpak have always set very high quality standards to serve the valuable brands of our partners and the GMI Full certification comes as an acknowledgment of the quality of our staff, the strength of our procedures and the rigor of our production processes."
- Islem Yezza, Vice-President Sales & Marketing, Netpak
Walgreens’ rigorous standards serve as a benchmark for other major retailers.
sbb-itb-ce53437
2. CVS
CVS mandates GMI certification for all its private-label packaging suppliers. By collaborating with Graphic Measures International (GMI), the pharmacy chain sets strict requirements and ensures precise print quality and color management across its packaging supply chain.
Color Accuracy
CVS’s certification process includes multiple quality checkpoints to uphold its approved color standards. Printers working with CVS must measure and document color outputs throughout the entire label printing process. Additionally, suppliers are required to submit press sheets to GMI for review before production release. To ensure compliance, GMI conducts random spot checks on CVS retail shelves to confirm that packaging aligns with approved color standards.
In February 2018, Dion Label Printing became the first U.S. printer to earn GMI certification for both digital and flexographic printing for CVS brands. By adhering to GMI’s monitoring guidelines, Dion Label Printing achieved a "blue" rating – the highest performance level at the time – ensuring consistent brand presentation.
Print Consistency
GMI certification also assesses the repeatability of print jobs across multiple production runs and facilities, ensuring uniform packaging across all CVS locations. Printers are rated based on their historical consistency: Platinum (90% or higher), Silver & Gold (80–89%), and Bronze (below 79%). Inovar Packaging achieved a Platinum-level certification with a historical consistency score surpassing 90%, making them a key packaging supplier for CVS. These high standards for print consistency support CVS’s focus on maintaining a consistent and reliable brand image.
"GMI has partnered with CVS to ensure consistent brand appearance by establishing detailed requirements and monitoring each aspect of print quality and color management."
- Dion Label Printing
Brand Integrity
CVS takes additional steps to protect its brand integrity by conducting thorough production audits. Consistent color and superior print quality are essential for maintaining customer trust, as visual appeal heavily influences purchasing decisions. GMI certification plays a critical role in safeguarding CVS’s brand by evaluating production workflows, equipment performance, operator training, and processes like prepress, plating, and post-press operations. The front-end certification process typically takes 3–5 weeks to complete.
3. Target
Target requires GMI certification for its private-label packaging to ensure consistent brand presentation across all its stores. This involves working with GMI to certify suppliers through independent evaluations and regular monitoring, guaranteeing uniform quality and adherence to brand standards.
Color Accuracy
The certification process includes on-site audits that assess a supplier’s equipment, workflows, and processing capabilities across four key areas: pre-press, plate making, printing, and post-press. GMI uses a standardized system, grounded in ISO 12647 best practices, to evaluate color accuracy and print quality across different suppliers and platforms.
Suppliers are graded on a scale from 0 (fully qualified) to 3 (serious defect). To achieve full certification, suppliers must maintain an average score of 1 or lower in every subcategory. Those scoring between 1 and 1.5 are granted “pending” status and given six months to improve under GMI’s guidance.
"The main goal of GMI certification is to improve the packaging quality of Target products and help its printing plants improve production efficiency and stabilize printing colors."
- Shanghai Nanbei Enterprise Management Consulting Center
This meticulous color evaluation helps ensure consistent printing results across suppliers.
Print Consistency
Target’s GMI certification system is designed to achieve uniformity in product appearance across all store shelves. Suppliers are evaluated using a grading system: Platinum for scores of 90% or higher, Silver & Gold for 80–89%, and Bronze for below 79%. These grades reflect the supplier’s performance in meeting Target’s private-label packaging standards.
To prepare for an on-site audit, suppliers must first complete a GMI self-assessment form, reducing the likelihood of failure during formal evaluations. Once ready, they download specific test page files from Target’s website, print them, and submit the samples for review by GMI consultants.
By focusing on both color precision and print uniformity, Target ensures that suppliers meet its quality expectations at every stage of production.
Process Control
GMI also evaluates process control elements such as equipment maintenance, operator training, and overall performance to ensure that every production run meets Target’s strict quality benchmarks. This ensures certified printers can consistently deliver results that uphold Target’s brand integrity and maintain consumer trust.
"GMI certification is more than a seal of approval, it’s a system that safeguards your brand and helps you succeed at retail."
- Inovar Packaging Group
These thorough evaluations not only uphold Target’s standards but also prepare suppliers for meeting the demands of other major retailers.
4. Home Depot
Home Depot requires GMI certification for all its packaging suppliers to maintain consistent packaging standards across the board and protect how its products are displayed on shelves. This means that whether you’re looking at Home Depot’s signature orange packaging in New York or California, it meets the same strict measurements set by GMI, leaving no room for subjective visual checks. By relying on GMI certification, Home Depot ensures its brand image remains reliable and consistent.
Color Accuracy
Home Depot uses a scientific color management system to guarantee that its packaging colors match the brand’s exact standards. This system eliminates any guesswork, ensuring precise color matching every time. GMI evaluates suppliers based on five key areas: process control and documentation, equipment maintenance, training procedures, operator skills, and equipment performance.
"Graphic Measures International (GMI) certification is a process that holds packaging suppliers accountable to established brand owner color standards."
In January 2021, Chief, a printing company, expanded its GMI certification for Home Depot by adding Spot Color Flexo to its existing Digital Print certification. This upgrade allowed Chief to produce a broader range of packaging and displays for Home Depot while adhering to the retailer’s strict quality requirements.
With such precise color management in place, Home Depot also ensures print quality remains consistent through thorough post-production inspections.
Print Consistency
Even after suppliers obtain GMI certification, Home Depot requires production samples from every batch to be sent to GMI for evaluation before the products hit the shelves. This ongoing process guarantees that quality remains consistent across all packaging. Completing the initial GMI certification typically takes three to five weeks.
Suppliers are assessed based on historical consistency benchmarks to maintain high standards.
Brand Integrity
Poor packaging – whether due to inconsistent colors or low-quality labels – can harm a retailer’s reputation and shake consumer confidence. Research indicates that 66.6% of consumers question a product’s quality if its packaging looks damaged or discolored. And with around 73% of purchase decisions made at the point of sale, having uniform, high-quality packaging is crucial for brand success.
"Retailers have a vested interest in protecting the look and integrity of the products on their shelves. Inconsistent colors or low-quality labels can damage both the retailer’s reputation and the brand’s."
- Daniele Smith, Inovar Packaging Group
5. Lowe’s
Lowe’s ensures consistent branding across all its locations by requiring packaging suppliers to collaborate with GMI-certified printers. This partnership guarantees high-quality packaging that meets strict retail standards nationwide. GMI certification involves an intensive on-site evaluation by engineers to confirm that suppliers can consistently deliver results that align with Lowe’s requirements.
This meticulous process is the foundation of Lowe’s commitment to quality, starting with precise color management.
Color Accuracy
Lowe’s prioritizes precise color accuracy by using a scientific color management system to measure packaging colors against their stringent brand standards. GMI evaluates five critical aspects of a printer’s operation – process control, documentation, equipment maintenance, training, and operator capability – to ensure that every label mirrors the intended design.
"GMI certification is one of the ways that allow all printing companies to adhere to the same set of standards so that the brand identity is consistent all over the world."
Print Consistency
To maintain quality over time, Lowe’s suppliers are required to send samples from every production run to GMI for review before the batch is approved. This post-certification process ensures repeatable print quality across different jobs and facilities. Printers are scored based on their consistency, with Platinum status awarded for a 90% or higher consistency score. Alternatively, Platinum status can be achieved by maintaining a combined pass rate of 95% or more for 36 consecutive months with at least 25 submissions.
GMI’s scoring system is strict: a ‘0’ represents perfection, ‘1’ and ‘2’ indicate minor flaws, and a ‘3’ signifies major issues that automatically fail the print job. This rigorous evaluation guarantees that only top-quality packaging reaches Lowe’s shelves.
Brand Integrity
Packaging is often the first interaction consumers have with a product, making quality critical. Poor or inconsistent packaging can harm both Lowe’s and its product reputations, as 66% of consumers associate discolored or damaged packaging with lower product quality. With about 73% of purchase decisions made at the point of sale, maintaining high-quality, consistent packaging is essential for protecting the brand’s image.
"The GMI full Certification guarantees that the final packaging will meet the highest standards of quality, thereby safeguarding the brand integrity."
- Netpak Packaging
How GMI Certification Affects Packaging Supply Chains
GMI certification reshapes how packaging moves from the printing stage to the retail shelf by introducing a standardized quality control system rooted in ISO 12647 standards. It focuses on five key production areas: process control and documentation, equipment maintenance, training procedures, operator capability, and equipment performance. This system ensures consistent production quality, reducing uncertainty across the supply chain and paving the way for smoother operations in production and distribution.
One major benefit? It helps avoid costly delays. GMI-certified suppliers are less likely to face shipment rejections due to color or quality issues. This means faster delivery to shelves and fewer expenses tied to reprints. For brands working with multiple suppliers, GMI certification acts as a universal quality benchmark, ensuring consistent results no matter where the packaging is produced.
"By choosing a GMI Certified printer, brands reduce costly risks while ensuring their packaging performs at the highest level."
- Daniele Smith, Inovar Packaging Group
Another advantage lies in material efficiency. Standardized controls reduce the chance of misprints or errors during large production runs, catching problems before thousands of packages are wasted. This not only saves materials and money but also strengthens supplier reliability. Continuous monitoring ensures that quality standards are maintained long after the initial certification, reinforcing trust between brands and suppliers.
For suppliers aiming to work with major retailers, GMI certification isn’t just helpful – it’s essential. With about 800 GMI-certified printers globally, including around 250 in the United States, certification signals to top retailers like Walgreens, Target, CVS, Home Depot, and Lowe’s that a supplier meets strict packaging standards. Platinum-level certification, in particular, gives brands confidence in supplier dependability and guarantees uniform packaging quality across all store locations. These rigorous standards help unify supply chain performance, meeting the high expectations of major retailers.
Conclusion
For packaging suppliers aiming to collaborate with major retailers like Walgreens, Target, CVS, Home Depot, and Lowe’s, GMI certification is essential. This certification sets a universal quality benchmark, ensuring that packaging consistently meets strict color accuracy and quality standards, no matter where it’s printed.
This robust framework brings clear advantages to both suppliers and retailers. GMI certification not only provides access to preferred printer programs but also opens doors to North American retail distribution channels. It also reduces risks tied to packaging quality – since a large portion of purchase decisions happen at the point of sale, damaged or discolored packaging can lead consumers to question product quality. By ensuring consistent quality, GMI certification helps avoid costly rejections and reprints, speeding up the time it takes for products to reach store shelves.
The certification process, as outlined earlier, is thorough and demands ongoing compliance. It evaluates critical factors like process control, equipment maintenance, operator skills, and training procedures. Suppliers must maintain these standards through regular audits and by submitting production samples for review before batch release. This continuous oversight builds the trust retailers require to manage complex supply chains with multiple facilities.
"GMI certification is more than a seal of approval, it’s a system that safeguards your brand and helps you succeed at retail."
- Daniele Smith, Inovar Packaging Group
Retailers such as Walgreens, CVS, Target, Home Depot, and Lowe’s rely on GMI standards to maintain their premium brand image. For suppliers, achieving this certification signals reliability and the ability to deliver consistent, scalable results. In a competitive market, where damaged packaging can erode consumer trust, GMI certification ensures products remain shelf-ready and brand reputations stay intact.
At Miro Printing & Graphics Inc., we are committed to upholding these rigorous standards. Through precision, consistency, and quality, we ensure every package meets the exacting demands of GMI certification. This not only strengthens brand integrity but also streamlines supply chain operations, ensuring packaging excellence at every step.
FAQs
How do I start the GMI certification process?
To kick off the GMI certification process, start with an online self-evaluation. This step checks your facility’s equipment and procedures against GMI’s baseline standards, covering areas such as color measurement tools, calibration practices, and maintenance routines.
Once you’ve met these requirements and paid the certification fees, you’ll be sent a print test kit. Your task is to submit test prints for review. If your prints meet the criteria, your facility will achieve GMI certification.
How long does GMI certification take for a print facility?
The GMI certification process for a print facility typically takes 3 to 5 days once payment is received. During this period, GMI provides a print test kit to evaluate whether the facility meets their required standards.
What happens if a batch fails GMI review after certification?
If a batch doesn’t pass the GMI review after certification, the entire print job is considered a failure. In such cases, the job must be reprinted to meet the necessary quality standards. This process ensures that all packaging consistently adheres to GMI’s strict guidelines.
Related Blog Posts
- ISO 2846: Ink Color Standards Explained
- Proofing Standards in Printing: Key ISO Guidelines
- How Color Management Impacts Brand Identity
- How ISO 12647 Ensures Print Quality
https://app.seobotai.com/banner/banner.js?id=69b968f91b352ff267ca952b
