When deciding how to create holes in paper, paper drilling and hole punching are the two primary methods. Both achieve the same result – holes for binding – but they differ in how they work and what they’re best suited for:
- Paper Drilling: Uses high-speed, hollow drill bits to handle thick stacks of paper or materials like cardboard and plastic. Ideal for large-scale or custom projects in commercial settings.
- Hole Punching: Relies on a lever mechanism to shear through a few sheets at a time. Perfect for everyday office tasks like preparing documents for binders.
Quick Comparison
| Feature | Hole Punching | Paper Drilling |
|---|---|---|
| Mechanism | Manual shearing with a lever | High-speed rotary drilling |
| Capacity | A few sheets; up to hundreds (heavy-duty models) | Thick stacks; hundreds of sheets at once |
| Precision | Standard, fixed configurations | Flexible hole placement and sizes |
| Typical Use | Office tasks, planners, tags | Commercial printing, manuals, catalogs |
| Materials | Paper, thin plastic | Paper, cardboard, plastic films |
Bottom Line: Use hole punching for small, routine tasks and paper drilling for high-volume or professional-grade projects. Each method serves specific needs, so choosing the right one saves time and ensures better results.
Paper Drilling vs Hole Punching Comparison Chart
How to DRILL PAPER OR CARDSTOCK- BEST METHOD!!
sbb-itb-ce53437
What is Paper Drilling?
Paper drilling is a specialized technique used in professional printing and binding to create round holes in large stacks of paper. Unlike a standard office punch that relies on manual effort, this process uses motorized equipment with high-speed, hollow drill bits to cut through thick paper stacks with ease.
It’s a go-to method in print shops and binderies because it works on a variety of materials, from regular bond paper to more challenging surfaces like glossy paper, plastic films, and even cardboard.
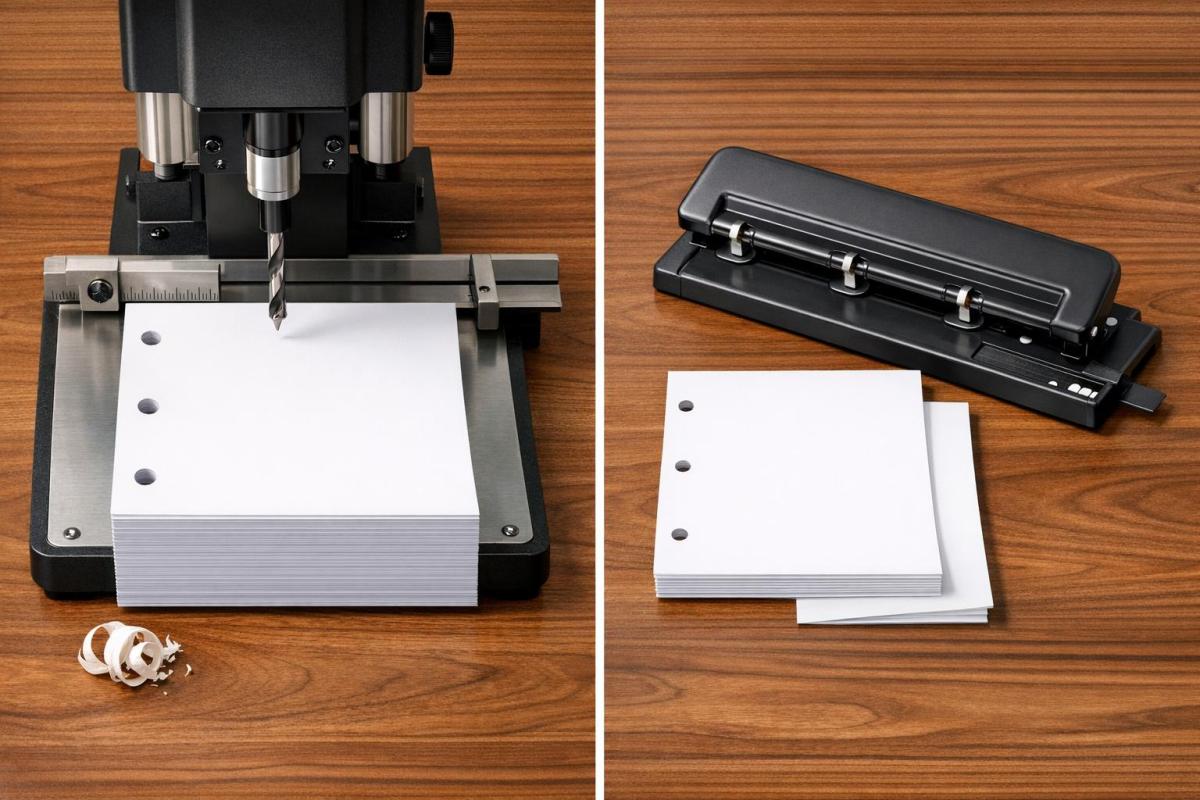
How Paper Drilling Works
The process revolves around hollow drill bits mounted on a motorized spindle. These bits spin at high speeds and either lower into a stationary stack of paper or, in some setups, the paper is raised toward the spinning bits. As the drill cuts, it removes cylindrical cores of paper, which are evacuated through the hollow center of the bit. This is different from traditional punching, where material is forced through a die.
Paper drilling machines come in a range of sizes and capabilities. Smaller operations might use tabletop models with one or two spindles, while industrial setups can feature over 20 spindles, allowing multiple holes to be drilled at once. This flexibility makes the technique suitable for both small custom jobs and large-scale production.
This precision and efficiency make paper drilling indispensable for a variety of applications.
Common Uses for Paper Drilling
Paper drilling is the standard for preparing high-volume documents. It’s commonly used to create holes for ring binders, manuals, catalogs, and loose-leaf collections. It also plays a key role in specialty binding systems like spiral binding, wire comb binding, and plastic comb binding, where precise hole patterns are essential.
But it doesn’t stop with office documents. Industrial paper drilling is used for producing stationery, tags, point-of-sale materials, and even large-format items like posters or signage that require mounting holes. A unique application can be found in casinos, where paper drills are used to "cancel" decks of playing cards by drilling through them – an effective way to prevent marked cards from being reused in play.
What is Hole Punching?
Hole punching is a shearing process used to create precise holes in materials like paper, leather, cloth, or plastic. It’s a staple in offices, primarily for organizing documents into binders or folders. Unlike industrial paper drilling, which handles large-scale tasks, hole punching is designed for smaller, more personal projects.
The tool has been around since the late 19th century. While its basic design has stayed consistent, modern versions range from simple, manual desktop tools to heavy-duty mechanical models.
How Hole Punching Works
At its core, a standard hole punch has three main parts: a handle (lever), a punch head (a cylindrical blade), and a die (a flat plate with a hole that matches the punch head). When you press the lever, the punch head cuts through the material and into the die. Because the punch only needs to travel the thickness of the material, the lever is designed to maximize force with minimal effort. For example, most office punches only need a lever about 3.1 inches (8 centimeters) long to handle typical tasks.
There are two main types of punch designs: solid and hollow. Solid punches push the waste material, known as "chads", out through the bottom of the die. Hollow punches, on the other hand, push the waste upward through the center of the tool bit, making them better suited for thicker stacks of paper. Many punches also include a "chad collector" that needs to be emptied regularly to keep the tool running smoothly.
For tasks beyond the capacity of manual models, mechanical and industrial punches use motorized, hydraulic, or pneumatic systems. These advanced models, often computer-controlled (CNC), can handle much larger volumes. While standard office punches tackle just a few sheets at a time, heavy-duty versions can punch through up to 150 sheets, and industrial machines can manage as many as 470 sheets. However, even these numbers fall short of the capabilities of paper drilling machines, which are designed for even larger-scale operations.
Hole punching isn’t limited to filing and organizing – it serves a variety of purposes across different industries and hobbies.
Common Uses for Hole Punching
Hole punching is a go-to tool for organizing documents in offices. It’s ideal for preparing papers for ring binders and presentation folders. Standards vary by region: the international ISO 838 standard specifies two holes with a diameter of 6±0.5 mm, spaced 80±0.5 mm apart. In the U.S., the three-hole system is most common for letter-sized paper, with holes spaced 4.25 inches (108 mm) apart.
Single-hole punches are often used for more specific tasks. For example, they’re commonly used to mark admission tickets as used. In the British Civil Service, treasury tags secure papers through a single hole in the upper left corner.
Hole punching also plays a role in crafting and creative projects. Scrapbookers use decorative punches to create shapes and patterns, while crafters make confetti or design custom notebook systems. Beyond paper, hole punches can handle materials like leather, cloth, and thin plastic in small quantities. For added document security, eyelet punches create a hole and simultaneously crimp a metal loop (rivet) around it.
This simple yet versatile tool continues to prove its usefulness in both practical and creative endeavors.
Key Differences Between Paper Drilling and Hole Punching
Understanding the distinctions between paper drilling and hole punching can help identify which method best suits specific commercial printing tasks.
Mechanism and Equipment
The way these two methods operate is fundamentally different. Paper drilling uses hollow, high-speed rotating bits to bore through stacks of paper. As the drill cuts, waste material is expelled through the center of the bit. On the other hand, hole punching relies on a lever-driven shearing force. A punch head – either solid or hollow – is pushed through the paper into a die plate beneath it.
Paper drilling machines are more complex, featuring a spindle-driven mechanism, hollow drill bits, and either a movable table or head. These machines can be equipped with multiple spindles, ranging from a single bit to setups with over 20 spindles, allowing for multiple holes in a single pass. In contrast, hole punches are simpler tools, consisting of a handle, a punch head, and a fixed die plate. While some punches offer minor manual adjustments, they generally stick to fixed configurations.
Capacity and Volume
When it comes to handling large-scale tasks, paper drilling clearly outshines hole punching. It is built for high-volume jobs, capable of processing thick stacks of paper in one go. Multi-spindle drilling machines further enhance its efficiency, making it ideal for commercial and industrial applications.
Meanwhile, hole punching is better suited for smaller tasks. Standard punches handle only a few sheets at a time, though heavy-duty models with extended lever arms can manage up to several hundred sheets in one operation. However, they still can’t match the capacity of paper drilling machines.
Precision and Hole Quality
For projects requiring accuracy and clean results, paper drilling is the go-to option. It creates consistent, smooth holes across thick stacks and offers flexibility in hole placement and size. This level of precision is particularly valuable for custom print jobs or non-standard configurations.
Hole punching, while effective for thin stacks, struggles with thicker piles. Its configurations are generally fixed – such as the ISO 838 standard, which specifies two holes with precise spacing and diameter measurements. This rigidity can limit its use for specialized needs.
Comparison Table
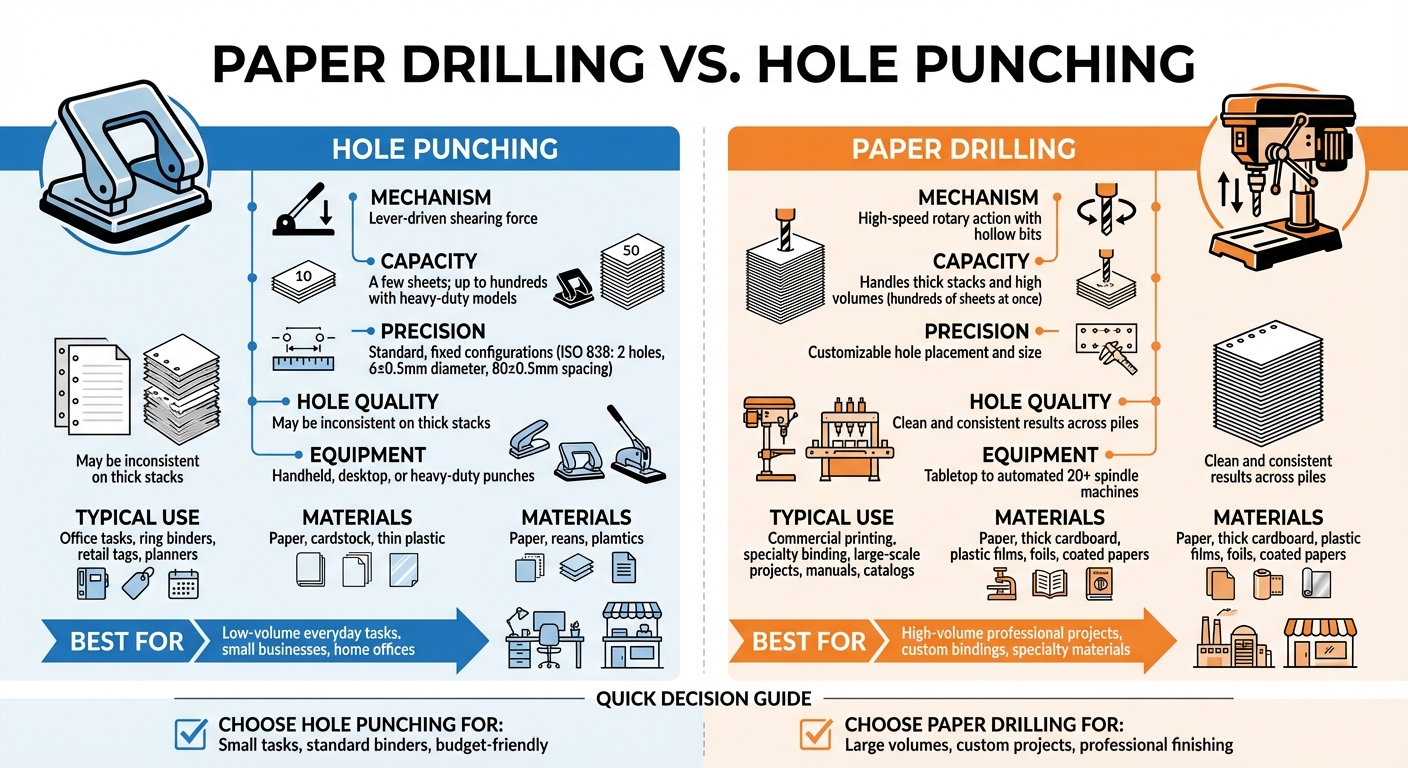
| Feature | Hole Punching | Paper Drilling |
|---|---|---|
| Mechanism | Lever-driven shearing force | High-speed rotary action with hollow bits |
| Sheet Capacity | A few sheets; up to hundreds with heavy-duty models | Handles thick stacks and high volumes |
| Precision | Standard, fixed configurations | Customizable hole placement and size |
| Hole Quality | May be inconsistent on thick stacks | Clean and consistent results across piles |
| Equipment Range | Handheld, desktop, or heavy-duty punches | Tabletop to automated 20+ spindle machines |
| Typical Use | Office tasks, ring binders, retail tags | Commercial printing, specialty binding, large-scale projects |
| Material Versatility | Paper, cardstock, thin plastic | Paper, thick cardboard, plastic films, foils |
These differences highlight why paper drilling and hole punching are suited for different applications, ensuring optimal results based on the specific task at hand.
When to Choose Each Method
Deciding between paper drilling and hole punching comes down to what your project requires. Factors like volume, precision, and material type play a key role in making the right choice.
Best Scenarios for Paper Drilling
Paper drilling is the go-to option for large-scale professional projects that need fast processing of thick stacks of paper. Drilling machines can handle hefty materials like catalogs, manuals, and brochures in just one pass. This method is especially useful for custom projects that require non-standard hole sizes or precise placement, which are often essential for specialty bindings like wire-o or comb binding. Beyond paper, drilling can also tackle tougher materials like plastic films, foils, coated papers, and heavy cardboard. It’s even suitable for large-format items like banners and posters. However, if your needs are smaller in scale, hole punching might be a simpler and more practical alternative.
Best Scenarios for Hole Punching
Hole punching shines in low-volume, everyday tasks. If you’re organizing documents for standard two- or three-hole ring binders, a punch is a quick and efficient tool. It’s also perfect for smaller applications like personal planners, hang tags for retail, or point-of-sale materials where only a few sheets need processing. For small businesses, home offices, or one-off projects, investing in drilling equipment often doesn’t make sense – hole punching offers an affordable and accessible solution.
Conclusion
Choose between paper drilling and hole punching based on the scale and needs of your project. Hole punching is perfect for everyday tasks like organizing a few sheets for standard binders or planners. It’s straightforward, cost-effective, and ideal for smaller volumes.
Paper drilling, on the other hand, is designed for high-volume and precise projects. It can handle thick stacks of paper in a single pass, offers flexibility with custom hole sizes and placements, and works with a variety of materials such as plastic films, cardboard, and coated stocks. It’s the go-to option for specialty bindings and large-format projects.
The difference lies in the mechanism – drilling uses hollow rotating bits, while punching relies on a shearing force. This makes drilling the better choice for commercial print jobs where precision and durability are key.
For professional finishing, Miro Printing & Graphics Inc. offers in-house paper drilling and binding services. Their advanced equipment can handle everything from standard booklets to custom projects requiring exact hole placement, ensuring your materials look polished and well-organized.
Understanding these distinctions will help you select the right method – whether it’s a simple desktop punch for filing or professional drilling for larger production needs.
FAQs
Will hole punching damage or misalign thick stacks?
When working with thick stacks of paper, hole punching can sometimes lead to damage or misalignment if not handled properly. However, by using the right tools and applying careful techniques, you can achieve clean and precise holes, even with larger stacks. Paying close attention to the process can prevent common issues and ensure a smooth outcome.
What hole sizes and patterns can paper drilling do?
Paper drilling involves using hollow drill bits to create holes of different sizes in paper. This technique supports a variety of hole patterns, such as the standard two-hole and three-hole arrangements commonly used for filing and binding. The available configurations and sizes typically depend on the specific machine being used.
Can paper drilling handle plastic, foil, or coated paper?
Paper drilling isn’t just for paper – it can also handle materials like plastic, foil, and coated paper. This process uses hollow drill bits specifically designed to cut through different substrates, including laminated and coated finishes. Plus, it works well for large stacks of paper, making it a flexible solution for projects involving non-paper materials.
Related Blog Posts
- Top 6 Binding Methods for Professional Documents
- Top 5 Factors for Choosing Printing Methods
- Die-Cutting vs Laser Cutting: Material Differences
- Ultimate Guide to Custom Binding Options
https://app.seobotai.com/banner/banner.js?id=69c34a921b352ff267cbfc3f